INTEGREX tornalama merkezinin dişli imalatı ve ölçmeyle birleştirilmesi
| 5 eksenli işleme | Dişli işleme | Dişli ölçümü | ||
 |
+ |  |
+ |  |
|
|
|
Farklı dişli işleme işlemi gerçekleştirir
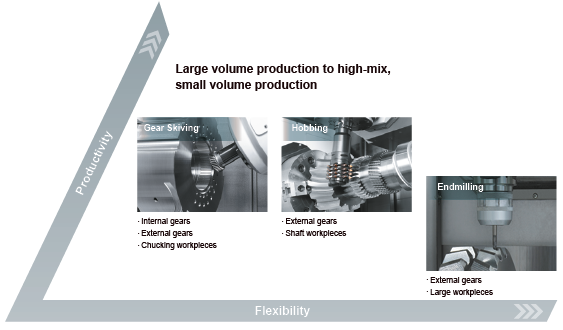

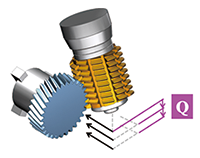
Yüksek hızda dişli azdırma (skiving) sayesinde artırılmış verimlilik
- Yüksek hassasiyete sahip dişli azdırma (skiving) INTEGREX AG kontrol teknolojisi sayesinde gerçekleştirilir
- Hem ana iş milinin hem de freze iş milinin dönüşü, yüksek hassasiyete sahip dişli azdırma (skiving) için her iki iş milinin de en yüksek hızına senkronize edilir.
İçte düz diş işleme uygulamaları - INTEGREX i-200ST AG
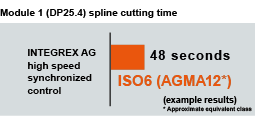 INTEGREX i-200ST AG'nin senkronize kontrol teknolojisi sayesinde, geleneksel İç düz diş işleme süreçlerine göre verimlilik 6 kat daha fazladır. Buna ek olarak, daha yüksek hassasiyet için yüksek hızda çalışırken kesme direnci azaltılmıştır
INTEGREX i-200ST AG'nin senkronize kontrol teknolojisi sayesinde, geleneksel İç düz diş işleme süreçlerine göre verimlilik 6 kat daha fazladır. Buna ek olarak, daha yüksek hassasiyet için yüksek hızda çalışırken kesme direnci azaltılmıştır

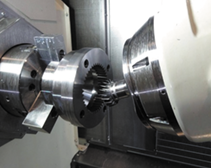
Azdırma tutucusunu bir ucundan, yüksek hassasiyette dişli azdırma için gereken yeterli sağlamlığı sağlayan ağır iş freze iş mili tutar. Smooth Gear Hobbing ile, takım yolunu otomatik olarak oluşturmak için dişli özellik bilgileri girilir.
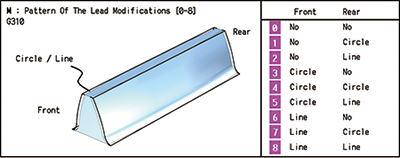
| Azdırma Kaydırma | Değiştirilmiş dişli adımı ve diş profil bombesi | |
| Bu işlev takım ömrünü uzatmak için azdırma çakısı ile iş parçasının temas noktasını kaydırır. | Değiştirilmiş dişli adımı ya da diş profil bombesi için veri girerek, dişli azdırma için takım yolu otomatik olarak oluşturulur. | |
 |
 |

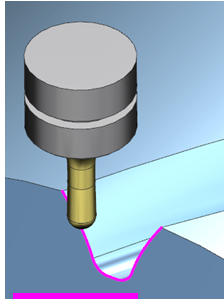
 Smooth Gear Milling yazılımı kullanılarak dişli dişleri standart bir parmak freze tarafından tek tek işlenebilir. Değiştirilmiş dişli verileri, değiştirilmiş dişli adımı ve değiştirilmiş dişli profili de dahil olmak üzere dişli özellik verileri takım yolunu otomatik olarak oluşturmak için girilir.
Smooth Gear Milling yazılımı kullanılarak dişli dişleri standart bir parmak freze tarafından tek tek işlenebilir. Değiştirilmiş dişli verileri, değiştirilmiş dişli adımı ve değiştirilmiş dişli profili de dahil olmak üzere dişli özellik verileri takım yolunu otomatik olarak oluşturmak için girilir.

Dişli bir kez işendiğinde, yuvarlak uçlu standart bir parmak freze kullanılarak ön ve arka kenarlardaki çapaklar alınabilir. Dişli fazının bilinmediği durumlarda (örneğin dişli azdırmadan sonra), çapak alma işlemi gerçekleşmeden önce diş boşluğu bulunan yerlerde Smooth gear measuring gerçekleştirilebilir.
 |
 |



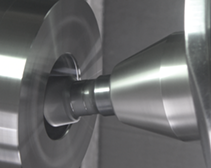

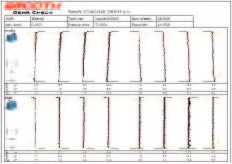
 Yeni ya da yeniden konumlandırılmış bir takımı kullandıktan sonra, gereken telafi miktarını belirlemek içi bir dokunma aygıtı(probe) dişliyi inceleyebilir.
Yeni ya da yeniden konumlandırılmış bir takımı kullandıktan sonra, gereken telafi miktarını belirlemek içi bir dokunma aygıtı(probe) dişliyi inceleyebilir.